Maschinenfähigkeit und Prozessfähigkeit berechnenMaschinenfähigkeit und Prozessfähigkeit mit Excel berechnen
Anleitung zum Excel-Tool für die Maschinenfähigkeit
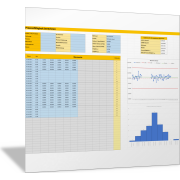
Mit dem folgenden Excel-Tool erfassen Sie die Messwerte für das von Ihnen festgelegte Qualitätsmerkmal und berechnen dann die Maschinenfähigkeit. Die Messwerte werden in einem Verlaufsdiagramm (Qualitätsregelkarte) und in einem Histogramm visualisiert.
Gehen Sie zur Berechnung der Maschinenfähigkeit folgendermaßen vor.
Stammdaten eingeben
Geben Sie zunächst die Stammdaten für Ihre Berechnung ein. Damit legen Sie den Prüfgegenstand genau fest. Sie erfassen in der Vorlage Angaben zu:
- geprüfter Artikel
- zu prüfende Maschine
- eingesetzte Messmittel
- Prüfer
- Datum der Prüfung
Die entsprechenden Angaben erfolgen in der Vorlage im Bereich A4:H10.
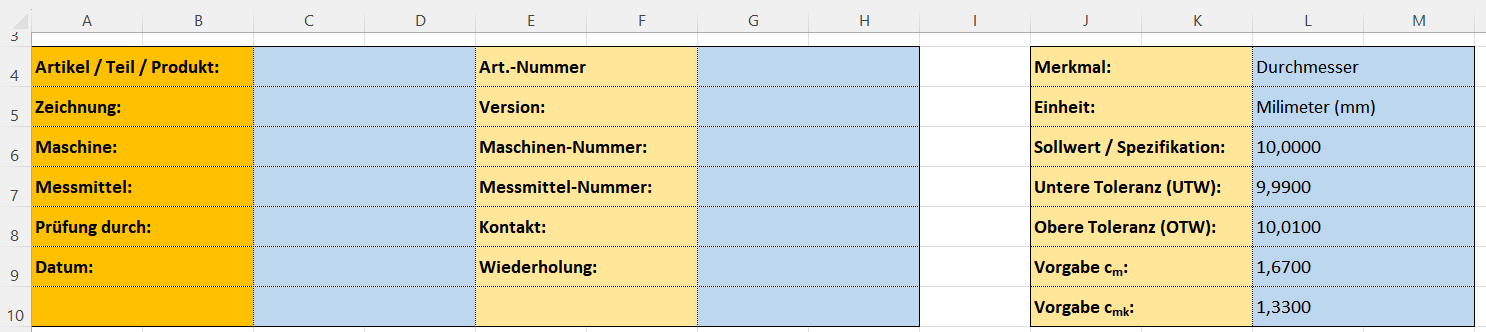
Vorgaben für Qualitätsmerkmale erfassen
Im Bereich J4:M10 legen Sie fest, welches Merkmal Sie prüfen und welche Vorgaben dabei gelten. Als Vorgabe werden unterschieden:
- Sollwert = Spezifikation
- unterer Toleranzwert (UTW)
- oberer Toleranzwert (OTW)
- Vorgabe Maschinenfähigkeit cm
- Vorgabe kritische Maschinenfähigkeit cmk
Legen Sie für diese Zahlen fest, in welcher Genauigkeit sie gemessen und geprüft werden. Stellen Sie in Excel dazu die Zahl der Nachkommastellen ein. Am einfachsten ist es, in der jeweiligen Zelle das Zahlenformat zu definieren. Mit der Tastenkombination Strg + 1 kommen Sie zur Auswahl des Zahlenformats.
Messwerte erfassen
Im Bereich A12:M52 erfassen Sie die Messwerte. Die Tabelle ist so angelegt, dass Sie folgende Daten eintragen können:
- Datum und Uhrzeit der Messung (Spalten A und B)
- bis zu 10 Messwerte zum eingetragenen Datum und zur entsprechenden Uhrzeit (Spalten C bis L)
Gegebenenfalls müssen Sie auch hier das Zahlenformat anpassen, sodass dieses zur geforderten Messgenauigkeit passt. Im folgenden Beispiel (Abbildung) sind 4 Nachkommastellen angegeben.
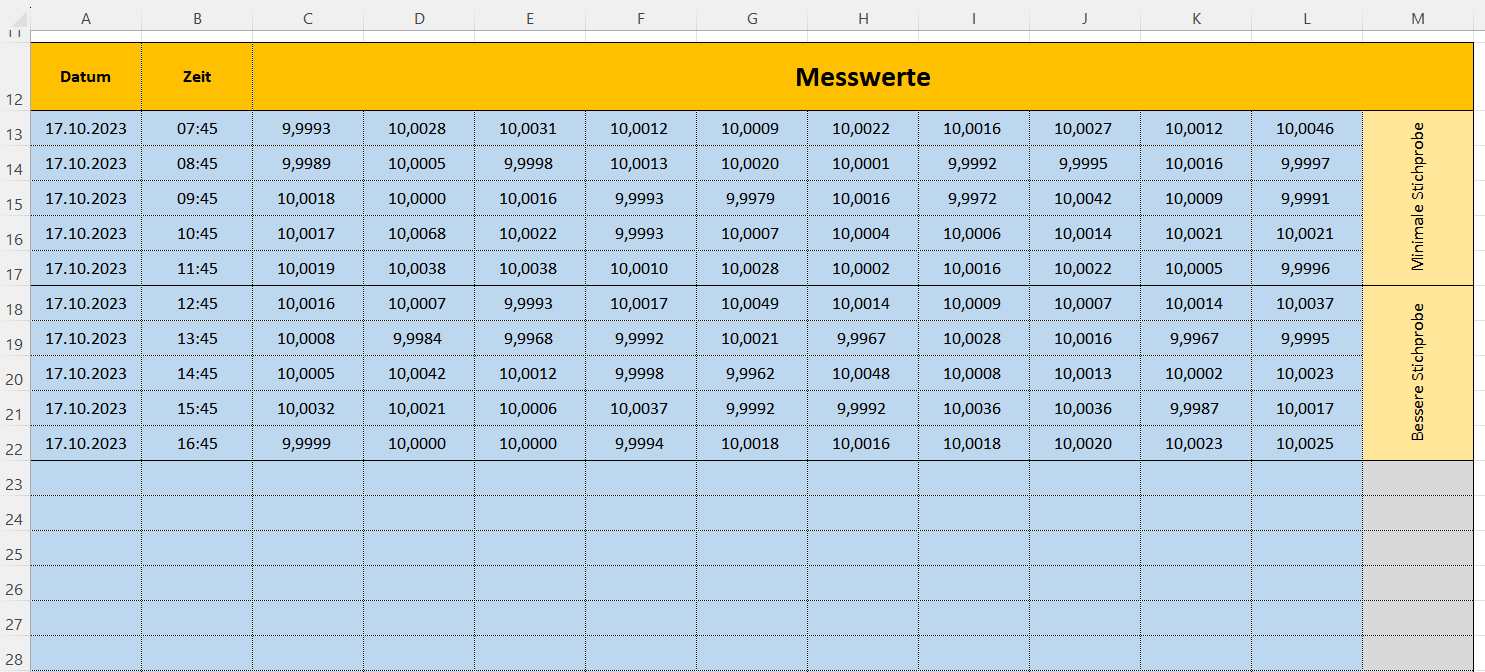
Zur Berechnung der Maschinenfähigkeit sind mindestens 50 Messwerte notwendig. Besser sind 100 Messwerte. Einen entsprechenden Hinweis finden Sie in Spalte M.
Insgesamt können Sie mit der Vorlage bis zu 400 Messwerte erfassen (bis Zeile 52). Für die Berechnung und für die Visualisierung der Messwerte werden nur die Zellen des Bereichs berücksichtigt, die Einträge enthalten.
Dabei ist es unerheblich, welche Zellen Messwerte enthalten und welche nicht – solange die Eingaben im Bereich C13:L52 erfolgen.
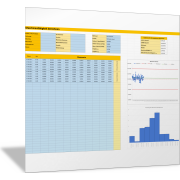
Visualisierung der Messung
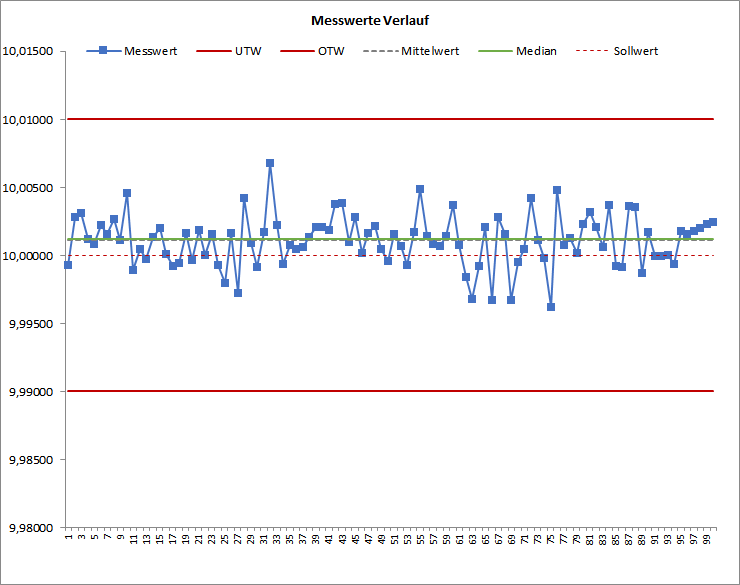
In einem Verlaufsdiagramm (siehe folgende Abbildung) werden alle Messwerte als Liniendiagramm dargestellt. Außerdem sind eingezeichnet:
- unterer Toleranzwert (UTW)
- oberer Toleranzwert (OTW)
- Sollwert (technische Spezifikation für das Qualitätsmerkmal als Vorgabe)
- Mittelwert für die Messwerte
- Median für die Messwerte
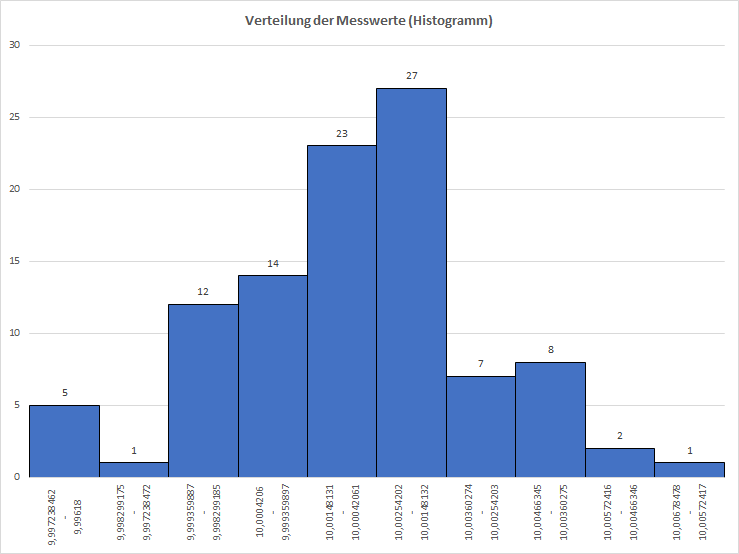
Häufigkeitsverteilung der Messwerte
In einem Säulendiagramm wird für die Messwerte eine Häufigkeitsverteilung dargestellt. Die Zahl der Klassen hängt von der Anzahl der Messwerte ab (Wurzel aus der Anzahl der Messwerte).
Die Klassengrenzen werden entsprechend zwischen dem minimalen und dem maximalen Messwert berechnet und auf der x-Achse des Diagramms ausgewiesen (von – bis).
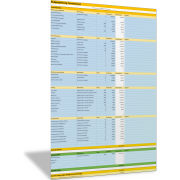
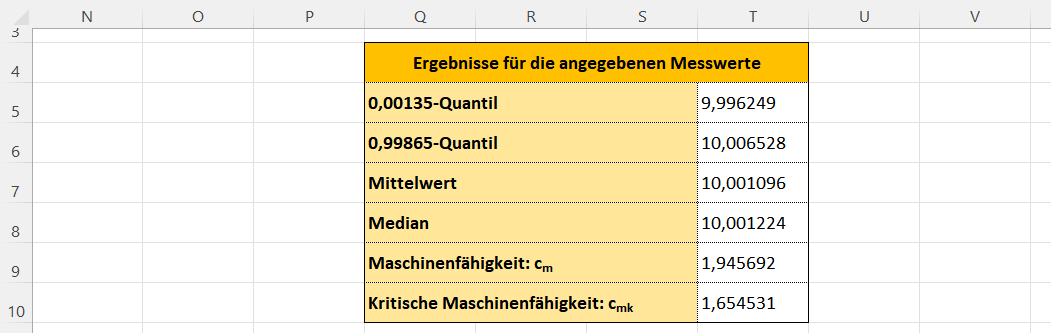
Berechnung der Maschinenfähigkeit
Im Bereich Q4:T10 werden dann die für die Maschinenfähigkeit maßgeblichen Kennzahlen berechnet und angezeigt. Liegt der berechnete Wert für die Maschinenfähigkeit cm oder die kritische Maschinenfähigkeit cmk über den jeweiligen Vorgabewerten in den Zellen L9 und L10, werden diese berechneten Zellen (T9 und T10) rot markiert.
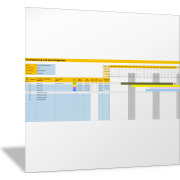
Prozessfähigkeit mit Excel berechnen
Um die Kennzahlen für die Prozessfähigkeit und die kritische Prozessfähigkeit zu berechnen, erfassen Sie ebenfalls Messwerte, die Sie dann statistisch auswerten. Ein wesentlicher Unterschied ist, das Stichprobenverfahren.
Für die Prozessfähigkeit wird meist empfohlen, mindestens 25 getrennte Stichproben zu unterschiedlichen Zeitpunkten zu erheben und je 5 Messungen durchzuführen. Daraus ergeben sich 125 Messwerte.
Entsprechend ist das folgende Excel-Tool angepasst. Es basiert auf dem Excel-Tool zur Berechnung der Maschinenfähigkeit; allerdings sind im Bereich der Datenerfassung nur die Zellen blau hinterlegt, für die Sie mindestens Messwerte erfassen sollten (25 × 5).
Hinweis: Sie können weitere Messwerte in den grau hinterlegten Feldern erfassen, die dann bei der Berechnung und Analyse ebenfalls berücksichtigt werden.